| 新聞資訊 | 發布日期:2023-9-5 發布者:91视频网站精工 |
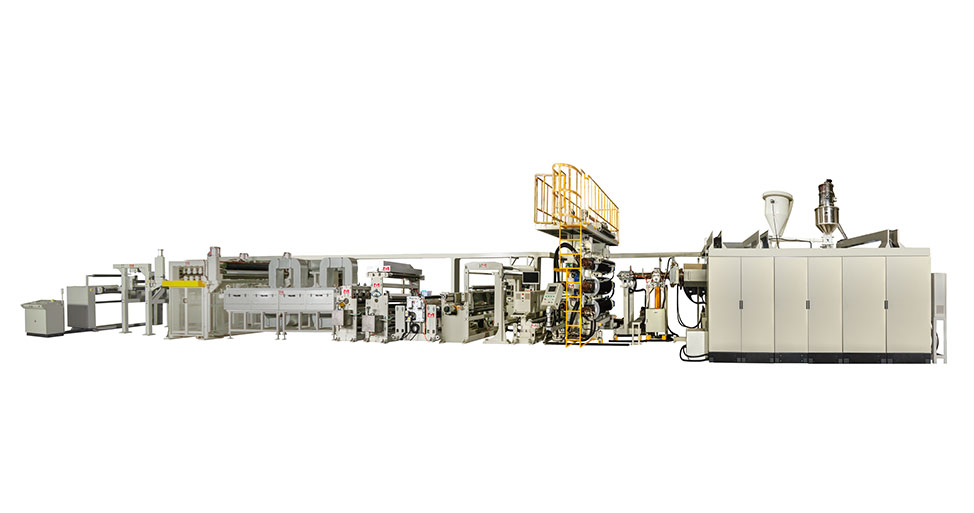
擠出片材機操作時的注意(yì)事項
片材機在生產作業時應注意哪些問題(tí)?
(1)塑料片(piàn)材生產(chǎn)設備機筒上各段溫度由(yóu)加(jiā)料(liào)段(duàn)開(kāi)始至機(jī)筒與成型模具連接處溫度逐漸(jiàn)提高。
(2)成型模具溫(wēn)度略高於機筒(tǒng)溫度。高出溫度(dù)控製在5---10℃。模具兩端溫度略高於模具(jù)中何溫度,高出溫度控製(zhì)在(zài)5-10℃。
(3)入片形式,三輥的中間(jiān)輥上輥麵應與模(mó)具唇口(kǒu)下平麵在(zài)一個水(shuǐ)平麵上;唇口端麵與中間輥中心線平行,相距50~100mm。
(4)模具唇口間隙應略小於或等於板製品厚度(dù),模唇中間間隙應略小於兩側端模唇間隙。
(5)注意三輥工作麵粗糙度R應(yīng)不大於0. 2pm。清理輥麵時(shí)不許用硬鋼刀刮劃輥麵,應使用銅質刀(dāo)清理(lǐ)輥麵殘料。
(6)輥麵應有(yǒu)一些中高度;三輥間的間隙應等於(yú)或略大(dà)於板(bǎn)的厚(hòu)度。
(7)成(chéng)型模具溫度控製要(yào)穩定。溫度(dù)高時熔料在模具內流(liú)動速度變快;溫度低時熔料在模(mó)具內流動速度變慢。不穩定的熔料流速會造(zào)成板(片)製品的縱向厚度誤差大。
(8)注(zhù)意控製三(sān)輥的工作麵溫度,應是(shì)進片輥溫度略高些(xiē),出片輥溫度略低些。輥(gǔn)麵溫度偏高,板坯不易(yì)脫輥,製品表麵易產(chǎn)生橫紋;溫度偏(piān)低,製品表麵不光澤。根據此現象,輥麵溫度控(kòng)製要及時調整。
(9)三輥的運轉速度要略高於板坯從模具口的擠出(chū)速度,一般速度(dù)差不超過10%。三輥工作速度要控製平穩,過快(kuài)或過慢的運(yùn)行速度對板的厚度誤差都有(yǒu)較大影響。
(10)聚烯烴類塑料擠出成型板(片)材時,螺杆選用突變型結構,壓縮比為(3-4):1,熔(róng)體流動速率為:HDPE 0. 3~2.0g/10min,LDPE 0.1~0.3g/1Omin,PP 0.5~1. 5g/10min。ABS等非結晶型(xíng)高聚物樹脂擠出成型板(片)材,應選用(yòng)漸(jiàn)變型螺杆,壓縮比為(1.6一2. 5):1。
(11)塑料板(片)的擠出成型,除了聚氯乙烯、聚乙烯和聚丙烯樹(shù)脂(zhī)擠出前一般情況下不進行除濕處理外,其他一些塑料(如ABS、聚酰胺等)都應在擠出前要求進行除濕於燥(zào)處理。否則,應使用排氣型擠出機(jī)擠出成型。